Developed in 1998, Thermal Slag Detection™ (TSD) was created by working with a major integrated steelmaker as a way to measure the effectiveness of Anti-Vortexing Devices being used in the BOF vessel during tap. The result was a new measurement tool which provided an accurate identification of steel vs slag for the furnancemens operation.
Thermal Slag Detect utilizes Connors Industrials’ proprietary software, appropriate infrared wavelength to detect emissivity differences between liquid steel and liquid slag. The real time images give operators the tools they need to optimize the tapping process and maximize yield. By minimizing slag carryover into the ladle, the operator lowers the amount of reducible oxides in the slag which must be treated at secondary processing, lowering costs and producing a cleaner steel. The system also acts as a training tool for new operators, and allows for more consistent tapping practices for all operators.
To Improve a Process, Measure the Process
Other measurement factors available with Thermal Slag Detection include:
- Promote clean steel practice by providing a ladle slag index value for each heat. Operators will be able to utilize this information to pre-kill heavy slags prior to secondary processing. Reduced alloy consumptions have been identified. Heats with killed slag promote chemistry conformance resulting in reduced secondary processing chemistry testing. This information may improve process times on the occasional heavy slag heats.
- The operators view also provide for the steel meniscus at the end of tap. This improved view allows development of a freeboard target displayed on the screen for the operators to use at the end of tap. Multiple targets may be displayed depending on the grade produced or age of ladles.
- Improve ladle refractory life with information from a database identifying ladle temperatures just prior to tap. Low ladle preheat temperatures are conducive to thermal shock. Vertical cracking in ladles is most often observed on the occasion of tapping into a cold ladle. Other steel mill operations have identified, even though tapping into a cold ladle is infrequent, that the rapid increase in refractory temperature during the tap (tapping 3000°F steel into a less than 1600°F ladle refractory) perpetuates a thermal shock to the refractory. This database can be reviewed to identify if the ladle preheat cycles are not meeting their criteria or ladles are held under furnace for extended periods of time (without preheat) prior to tap. Each observation will be recorded with a time stamp and heat number. Properly preheated ladles also support ladle free openings.
Challenge
Connors Industrials was asked to investigate the feasibility of using some type of camera to see through the smoke that “blinds” the furnace tapping operator’s view of the ladle stream and measure the performance of different size anti-vortex furnace shapes.
Various analog cameras, microwave and thermographic sensors were evaluated. Infrared proved to be the most accurate. This research lead to the development of Connors Industrials’ Thermal Slag Detection™ system. The first commercial installation was in 1998. Today, Connors Industrials Thermal Slag Detection™ is active on over 50 furnaces.
Solution
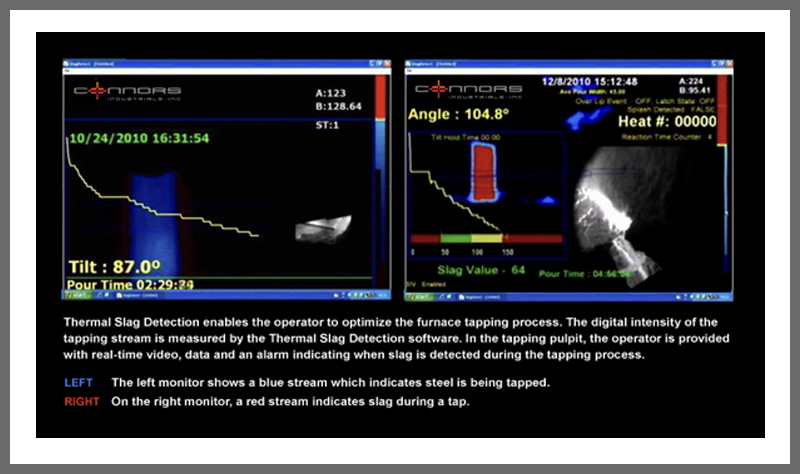
Connors Industrials’ thermal imaging system uses infrared technology and Thermal Slag Detection™ software to detect the emissivity or heat energy difference between the steel and slag during the furnace tapping process. The operator receives real-time video and data of the tapping stream on his monitor, enabling him to optimize the tapping process.
Benefits
The objective of Thermal Slag Detection™ is to reduce the amount of furnace slag carryover, thus lowering the amount of reducible oxides that have to be accounted for during secondary processing. The result is a consistent operation with reduced slag conditioner costs and improved steel cleanliness.
As cited by a major BOF steelmaker newsletter: The benefits of using Connors Industrials’ Thermal Slag Detection™ system are:
- Enhanced quality. Without Thermal Slag Detection™, our conformance standard for Phosphorous suffered by 5.6%. After Thermal Slag Detection™ was installed, conformance for Phosphorous was reduced to only 0.83% on the same grades of steel with the same starting turndown Phosphorous level.
- Maximized yields. “The operators have done an outstanding job of efficiently utilizing the system to maintain a consistent slag volume while maximizing the yield heat-to-heat.”
- Reduced operating costs. Thermal Slag Detection™ increases alloy efficiency thus saving money.
- Improved maintenance. System maintenance needs can be performed without interruption to the furnace.